GH4145概述
GH4145是Ni-Cr基沉淀硬化型变形高温合金,主要以γ'相为时效沉淀强化相,使用温度在800℃以下。合金在980℃以下具有良好的耐腐蚀和抗氧化性能,800℃以下具有较高的强度,700℃以下具有良好的抗蠕变性能,540℃以下具有较好的抗松弛性能。合金还有很好的成形性能和焊接性能,主要产品有板 材、带材、棒材、型材、锻件、环形件、丝材和管材。
GH4145应用概况与特性
合金已用于制造航空发动机在800℃以下工作并要求强度较高、耐腐蚀的环形件、结构件和螺栓等零件,在540℃以下工作的具有中等或较低应力并要求抗松弛的平面波形弹簧、周向螺旋弹簧、螺旋压簧、弹簧卡圈和密封圈等,以及用于制造燃气轮机涡轮叶片等零件。
合金在退火或固溶处理后可进行各种焊接。零件的热处理要在无硫的中性或还原性气氛中进行,以免发生硫化。零件应避免在870℃-650℃之间进行"热→冷"处理,对于大截面的零件,为了防止裂纹,固溶处理后应在空气中冷却。
GH4145材料技术标准
GB/T 14992 高温合金和金属间化合物高温材料的分类和牌号
GJB 2612A 焊接用高温合金冷拉丝材规范
GJB 3527A 弹簧用高温合金冷拉丝材规范
HB/Z 140 航空用高温合金热处理工艺
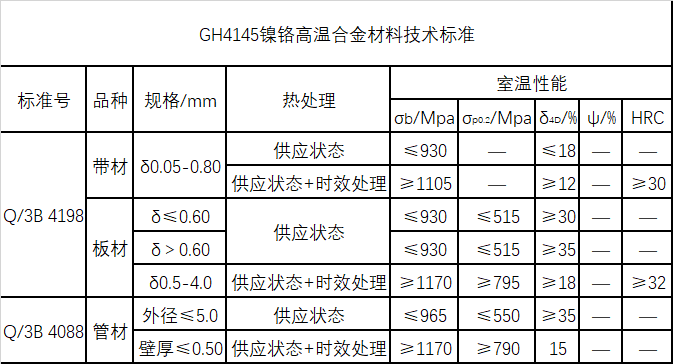
Q/3B 4088 GH145合金毛细管材
Q/3B 4198 GH145合金冷轧板材、带材
GH4145熔炼工艺
采用真空感应炉+真空自耗重烙、或真空感应炉+电渣重熔、或非真空感应炉+真空自耗重熔、或非真空感应炉+电渣重熔熔炼工艺。
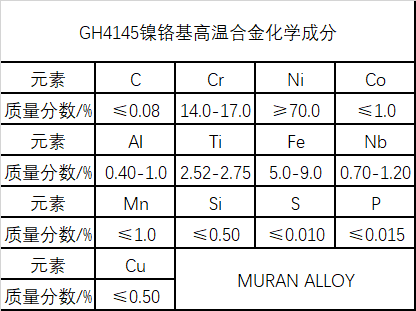
GH4145化学成分
GH4145供应状态
板材经固溶+除氧化皮+平整+切边后供应;带材经固溶+除氧化皮+切边后成卷供应;棒材、锻件和环形件以锻态或热轧状态供应,也可以加工态+固溶处理后供应;棒材也可经固溶+磨光或车光后供应,直径小于12.5mm的棒材可以冷拉状态供应;管材经冷拔+固溶+除氧化皮、或经冷拔+光亮固溶处 理后供应;焊丝以硬态、或半硬态(减面率不大于20%)、或固溶+酸洗、或光亮固溶处理(适用于直径不大于1.5mm)状态成盘供应,也可直条供应。
冷拉丝材以冷拉成盘、或冷拉成直条状供应,按其冷拉变形量分为两类:
A类:公称直径、边长或厚度不大于6.35mm的丝材,冷拉变形量为50%-65%;公称直径、边长或厚度大于6.35mm的丝材,冷拉变形量为30%以上;
B类:公称直径、边长或厚度大于0.65mm的丝材,冷拉变形量约为15%。
GH4145材料技术标准
GH4145激光点焊工艺
(1)焊点区域,由熔合区边缘的柱状晶和焊点中心区的等轴晶组成,焊点处接近母材一侧的金属液体过冷度减小以至于不能独立形成形核,所以整个熔合面上的晶粒为形核表面的连生生长,且由于熔池和基体之间的温度差呈梯度变化,所以有柱状晶区的形成,而等轴区形成的原因为随熔池逐渐冷却,熔池内的液态物质向焊点中心移动,成分的过冷度逐渐变大,柱状晶的生长被限制,且开始向等轴晶转变。
(2)激光器的输出功率对焊点的成型有着比较重要的影响,GH4145合金激光搭接点焊焊接接头拉剪切应力随着功率的增大而增大,硬度在匙孔中心部位有所下降,两边偏高,随着距离匙孔中心位置而递减。
GH4145毛细管穿孔工艺
(1)加大皮带轮尺寸,降低穿孔机速度,以增加穿孔机轧制力;
(2)在管坯尾部焊接50-100mm长度的碳素管坯,用以增加穿孔后的推进力,防止轧卡缺陷发生;
(3)调整穿孔机顶杆小车水平度,使得小车顶 杆轴线稍低于轧制中心线1-2mm,以确保穿孔中管料运动平稳;
(4)增加定投冷却循环水压力,降低顶头过热变形趋势;
(5)将穿孔机导板改为导辊穿孔,减少了磨损,有利于穿孔顺利进行。
以上就是关于GH4145镍铬基高温合金材料介绍,(muransy.com)日常更新合金类资讯,欢迎大家指教交流。

