GH105是一种高合金时效强化镍基变形高温合金,强度高,热加工性和焊接性差。主要供应热轧棒材、扁钢和冷拔棒材,用于制造航空发动机涡轮叶片、高温螺栓等高温部件。工作温度750-950℃。
GH105技术标准
WS9 7017—1996《涡轮叶片用GH105合金热轧棒材和扁平材》
WS9 7063—1996《GH105合金螺栓用冷拔棒材》
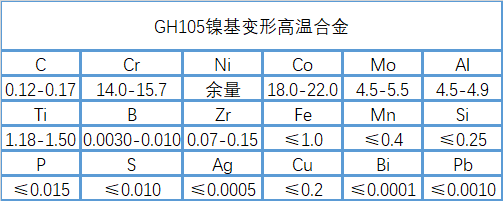
GH105化学成分
GH105应用概述及特殊要求
采用非真空熔炼和真空电弧重熔,或真空感应熔炼和真空电弧重熔。
GH105的应用概述和特殊要求
这种合金用于发动机的高温零件,如涡轮叶片、风扇密封件、高温螺栓等零件。该合金具有较高的变形抗力,在锻造和轧制过程中应防止开裂;冷拔棒材的适宜拉拔温度约为 600°C。
GH105 成形性能
(1) 轧制和拉深
钢锭装料温度不高于800℃,加热温度1150-1170℃,轧制温度不低于1090℃,终轧温度不低于1060℃。冷拔棒材的拉拔温度为600℃。
(2)涡轮叶片的锻造
涡轮叶片的毛坯应按规定的工艺要求喷涂保护性润滑剂,干燥后可入炉加热。将零件的毛坯装入温度为800℃±10℃的电炉中,保温60分钟,加热至1150℃±10℃,保温30分钟。镦粗后,在零件毛坯上喷砂,然后按规定的工艺要求喷上防护润滑剂。烘干后装炉,按上述规定加热保温,在曲柄压力机上进行终锻,用二硫化钼润滑。模孔。
GH105 焊接性能
GH105可以焊接,但热影响区容易产生微裂纹。不宜采用钨极惰性气体保护焊和金属电极惰性气体保护焊。该合金的闪光对焊效果中规中矩。在真空中,液化GH105在氢气介质或惰性气体中的高温(不超过1150℃)钎焊也有满意的效果。
GH105零件热处理工艺
零件的热处理工艺按相应材料技术标准的热处理制度进行。对于叶片在固溶后(时效前)制造过程中的局部加工硬化,应按规定要求进行氩气或氢气保护表面退火。退火温度为1020-1040°C。
以上就是GH105镍基变形高温合金材料的介绍。 (muransy.com) 每天更新合金信息。欢迎咨询和交流。

