GH80A是以镍铬为基体,加入铝和钛形成γ相弥散强化的高温合金。与 GH4033 相似,只是铝含量略高。 ℃具有良好的抗蠕变性和抗氧化性。该合金具有良好的冷热加工性,主要供应热轧棒材、冷拉棒材、热轧板、冷轧板、带、环。用于制造发动机转子叶片、导叶支架、螺栓、叶片锁板等零件。
GH80A技术标准
WS9-7009—1996《涡轮叶片用GH80A合金热轧棒材》
WS9-7011—1996《GH80A合金热轧、锻造和冷拔棒材》
WS9-7012环件-1996《GH80A合金环形件》
WS9-7095—1996《GH80A合金热轧板、冷轧板及带材》
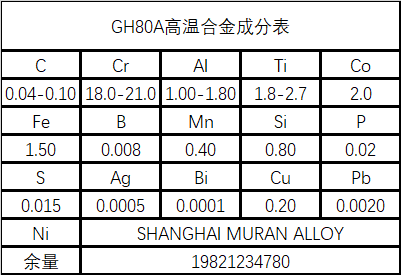
GH80A合金成分
GH80A铸造工艺
叶片真空感应熔炼和电渣重熔工艺用于棒材和板材的衬里。通过感应熔炼和电渣重熔,或真空感应熔炼和真空电弧重熔,或真空感应熔炼和电渣重熔来生产轧制环和热轧、锻造、冷拔棒材。
GH80A的应用概述和特殊要求
这种合金主要用于发动机转子叶片、导叶支架、扇形安装环、螺栓、叶片锁板等零件。
GH80A 成型性
(1)锻造:合金具有良好的锻造性能。钢锭的加热温度为1120-1150℃,锻造温度不低于1000℃。停锻温度不低于950℃。
(2)热轧板:轧制加热温度为1120-1150℃,停止轧制温度不低于930℃。
(3)涡轮叶片的锻造:涡轮叶片的毛坯应按规定的工艺要求喷涂保护润滑剂,干燥后可入炉加热。零件毛坯在电炉中加热,炉温800℃±20℃,保温60分钟,加热温度1090℃±10℃,保温35m。其中,起始锻造温度为1090℃,终止锻造温度为950℃。在卧式锻造机上镦粗,锻前使用两次硫化钼润滑型腔。零件毛坯锻造中间工序应进行固溶处理,加热湿度1130℃±10℃,保温60min,空冷。喷砂后按规定的工艺要求喷上防护润滑剂,烘干后在炉内加热。然后按上述规定对零件的毛坯进行充电、加热和保持,并在曲柄压力机上进行最终锻造。锻造前,用二硫化钼润滑模腔。
GH80A零件热处理工艺
零件的热处理工艺按相应材料技术标准的热处理制度进行。板带材冲压成型件每次成型后应进行中间真空退火,1060℃±10℃,10min,氩气风机冷却,零件最终热处理为真空炉时效处理,750℃±10℃,4h,氩气风扇冷却。对于固溶后(时效前)制造过程中叶片的局部加工硬化,应按规定要求进行氩气或氢气保护表面退火,退火温度为1070-1090℃。
以上就是GH80A高温镍铬合金材料的介绍。 (muransy.com) 每天更新合金信息。欢迎行内人士询盘、咨询、交流!

