GH4169合金是一种体心四方γ面心立方γ相沉淀强化镍基高温合金。在-253-700℃温度范围内具有良好的综合性能,在650℃以下屈服强度居变形高温合金之首,具有良好的抗疲劳、抗辐射、抗氧化、抗腐蚀能力,以及良好的加工性能性能、焊接性能和长期结构稳定性。可制造各种形状复杂的部件。在航空航天、核能、石油工业中,在上述温度范围内得到了广泛的应用。
该合金的另一个特点是合金的组织对热加工过程特别敏感,可以掌握合金中相析出和溶解规律的关系以及组织与工艺和性能的关系,并且可针对不同的使用要求,合理可行,以所需的工艺规范,得到满足不同强度等级和使用要求的各种零件。供应品种有锻件、锻棒、轧制棒、冷拔棒、圆饼、环、板、带、线、管等。可制成盘、环、叶片、轴、紧固件和弹性元件、片结构零件、接收器和其他长期用于航空的零件。
GH416技术标准
GJB 2612—1996《焊接用高温合金冷拔丝规范》
HB 6702—1993《WZ8系列GH4169合金棒材》
Q/6S 1034—1992《零件用高温紧固GH4169合金棒材》
Q/3B 548—1996《GH4169合金锻件》
Q/3B 4048-1993 "YZGH4169 合金棒"
Q/3B 4050—1993“GH4169合金板”
Q/3B 4051—1993“GH4169合金线”
Q/3B 4052—1993“GH4169合金毛细管材料”
Q/3B 4053—1993“GH4169合金环锻件”
Q/ 3B 4054—1993《ZSGH4169合金压气机盘和涡轮盘锻件》
Q/3B 4056—1993《GQGH4169合金压缩机盘锻件》
Q/3B 4058—1993《GQGH4169合金环锻件》
\ nQ/3B 4156—1993《GH4169合金带材》
Q/3B 4195-1993“GH4269 合金冷拔棒”
Q/3B 4207-1994“GH4169 合金锻造棒材”
Q/5B 4009-1992《GQGH4169合金锻件技术规范》
Q/5B 4025-1992《GH4169合金锻造技术条件》
Q/5B 4036-1992“GH4169 合金热轧棒材”
Q/5B 4037-1992“GH4169 合金厚板、薄板和带材”
\ nQ/5B 4040-1992《YZGH4169合金锻造技术条件》
Q/5B 4063-1992“YZGH 4169 合金棒”
Q/5B 4093-1995“GH 4169 合金线”
Q/ 5B 4094—1995《GH4169合金毛细管材料》
Q/5B 4106—1995《HGH4169高温合金冷拔焊丝》
C3S 213—1988《GH169合金冷轧薄板技术条件》
Q/16 GJXO -270-1993《GH4169合金圆饼和环坯技术条件》
RJT0-10-1992《ZSGH4169合金锻件》
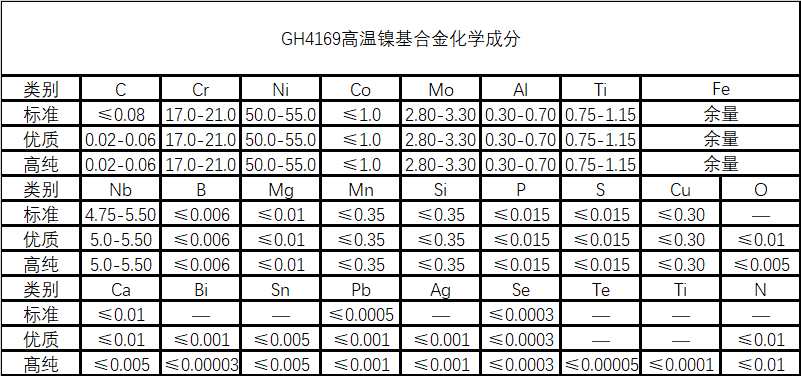
GH4169化学成分
GH4169热处理
GH4169合金有不同的热处理制度,以控制晶粒尺寸,控制δ相的形貌、分布和数量,从而获得不同程度的力学性能。合金的热处理制度分为3类:
(1)(1010-1065)℃±10℃,1h,油冷,空冷或水冷+720℃±5℃,8h,冷却至50℃/h炉膛620℃±5℃,8h,空冷。
经该体系处理的材料晶粒粗化,晶界和晶粒内没有δ相,有缺口敏感性,但有利于提高冲击性能和抗低温氢脆性能。
(2) (950-980)℃±10℃,1h,油冷,风冷或水冷+720℃±5℃,8h,50℃/h冷却至620℃±5℃,8h,风冷。
该系统加工的材料晶界具有δ相,有利于消除间隙的敏感性。它是最常用的热处理系统,也称为标准热处理系统。
(3) 720℃±5℃,8h,冷却至50℃/h炉620℃±5℃,8h,风冷。
按此体系加工后,材料中的δ相较少,可提高材料的强度和冲击性能。该系统也称为直接时效热处理系统。
GH4169冶炼铸造工艺
合金的冶炼工艺分为3类:真空感应加电渣重熔;真空感应加真空电弧重熔;真空感应加电渣重熔加真空电弧重熔熔体。可根据零件的使用要求,选择所需的冶炼工艺,以满足使用要求。
GH4169的应用概述和特殊要求
制造航空航天发动机中的各种静止和旋转部件,如盘、环、机壳、轴、叶片、紧固件、弹性元件、气道、密封件等,以及焊接结构件;制造用于核能工业的各种弹性部件和网格;用于石油和化工领域的制造零件和其他零件。
近年来,在对合金研究不断深入和应用范围不断扩大的基础上,为了提高质量和降低成本,开发了许多新工艺:氦冷却工艺用于真空电弧重熔,有效减少铌偏析,采用注射成型工艺生产环件,降低了生产成本,缩短了生产周期;采用超塑成型工艺,扩大了产品的生产范围。
GH4169密度
密度ρ=8.24g/cm³
GH4169 成型性
由于GH4169合金中铌含量高,合金中铌的偏析程度与冶金工艺直接相关。电渣重熔和真空电弧熔炼的熔化速度和电极棒的质量直接影响材料的质量。熔化速度快,容易形成富铌黑点;熔化速度慢会形成贫铌白点;电极棒表面质量差,电极棒有裂纹,容易导致形成白点。因此,提高电极棒的质量和质量。控制熔化速度和提高钢锭的凝固速度是冶炼过程中的关键因素。为避免钢锭中元素过度偏析,目前使用的钢锭直径不大于508mm
均质化过程必须保证钢锭中的L相完全溶解。钢锭二级均质和中间坯二次均质的时间取决于钢锭和中间坯的直径。均质化过程的控制与材料中铌的偏析程度直接相关。
目前生产中采用的1160℃、20h+1180℃、44h的均质化工艺不足以消除钢锭中心偏析,推荐采用以下均质化工艺:
(1) 1150-1160℃,20-30h+1180-1190℃,110-130h;
(2) 1160℃、24h+1200℃、70h。
GH4169切削和磨削性能
合金可以令人满意地切割。在加工过程中,要保证圆符合设计要求,圆滑过渡。在加工、装配或运输中不允许有尖角、凹坑和划痕,因为这些缺陷会形成过度的应力集中。会造成严重事故。
以上是关于GH4169(GH169)镍基高温合金的介绍,(muransy.com)每日更新合金信息,欢迎大家的建议和交流。

