GH4037是奥氏体时效强化镍基合金,加入约4%的铝和钛形成γ相进行时效强化,并加入较多的钨、钼进行固溶强化,同时还加入少量的硼强化晶界。该合金在850℃以下使用,具有较高的热强度、良好的综合性能和结构稳定性,广泛用于制造航空发动机涡轮工作叶片,在800-850℃以下长期使用。
GH4037技术标准
GJB 1953-1994《航空发动机转动件用高温合金热轧棒材规范》
GB/T 14992-1994《高温合金牌号》
HB 5189-1982“航空叶片变形高温合金棒”
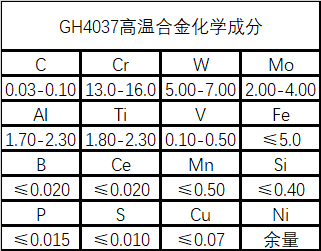
GH4037的化学成分
GH4037热处理系统
一次固溶1170-1180℃,2h,空冷+二次固溶1050℃±10℃,4h,缓冷+时效800℃±10℃,16h,空冷。
采用双真空或真空感应+电渣重熔工艺冶炼的合金棒材,初熔温度应为1170℃±10℃。
GH4037品种及供货状况
棒材出厂时未经热处理,但表面应抛光或抛光。供应的棒材直径为d20-55mn。也可提供热轧扁平材和锻件。
GH4037熔铸工艺
合金采用非真空感应或电弧炉+电渣重熔工艺,或采用真空感应熔炼+真空自耗或电渣重熔工艺。
GH4037的应用概述和特殊要求
该合金广泛用于制造850℃以下工作的航空发动机涡轮叶片。经过长期使用,性能良好。
合金中碳和硅的含量应控制在适当的范围内,否则会影响材料的性能,使刀片在加工过程中容易脱落。该合金在 700°C 左右具有一定的缺口敏感性。
GH4037 成型性
合金具有良好的可锻性。铸锭时加热温度为1160℃,终锻温度不低于1000℃。开放锻造时采用轻快的锤击或小压下变形(10-15%),破碎后铸件组织逐渐增大。变形量为35%-40%。
叶片模锻大多在曲轴压力机上进行。加热温度1150-1170℃,每炉终锻温度不低于1060℃。操作速度要快,从烘烤到模锻的推荐时间在2s左右。镦锻模各火总变形量为:根部约15%,叶尖部约45%-50%;终锻模每次火的变形为:根部约18%-20%,尖端约30%-35%。
加热叶片坯料时,应控制炉内气氛。在氧化气氛中加热时,会消耗坯料的表面元素(尤其是碳和硼元素)。建议在一侧留不小于1.2mm的加工余量。在保护气氛中加热时,可减少叶片表面加工余量。
合金叶片毛坯可以通过高速锤击挤压成型。此时应解决模锻润滑问题,挤压时的温升应通过试验确定,否则容易造成不均匀粗晶、带状组织或表面裂纹。
GH4037轧制
轧制加热温度1150-1180℃,开孔温度高于1100℃,终轧温度不低于1020℃。通常先将钢锭锻造(或轧制)至60-70mm,然后采用方-万能-椭圆-圆道型系统将棒材轧制成所需规格。轧制速度不宜过快,以防因温度不均而开裂或端面开裂。
GH4037零件的热处理工艺
刀片热处理时需要缓慢加热,采用阶梯式加热曲线加热至固溶温度,温度必须严格控制。为使叶片性能稳定,应特别注意二次固溶时的冷却速度不能过快。
叶片经机械加工后,必要时为消除表层残余应力,对最终成品件应进行去应力和回火处理。规格为:在氩气中950℃加热2h,在加热箱中冷却至700℃,然后空冷。然后在 800°C 下老化 8 小时并在空气中冷却。经过这种标准处理,不仅可以消除叶片表面的残余应力,而且可以提高缺口敏感性。
以上是关于GH4037镍基高温合金的介绍,(muransy.com)每日更新合金信息,欢迎行业从业者的建议和交流。

