GH4033是镍铬基体,加入铝和钛形成γ相弥散强化合金。在700-750℃有足够的高温强度,在900℃以下具有良好的抗氧化性。该合金为冷态,热加工性能好。主要供应热轧棒材和盘坯,用于发动机转子零件。
GH4033技术标准
GJB 1953-1994《航空发动机转动件用高温合金热轧棒材规范》
GJB 2611-1996《航空用高温合金冷拔棒材规范》
GJB 2612—1996《焊接用高温合金冷拔丝规范》
GJB 3020-1997《航空用高温合金环坯规范》
GJB 3165-1998《航空轴承零件用高温合金热轧和锻造棒材规范》
GJB 3782—1999《航空用高温合金锻造圆饼规范》
HB 5198—1982《航空叶片用变形高温合金棒材》
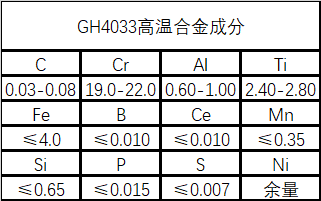
GH4033化学成分
GH4033热处理系统\ n1080℃±10℃,8h,风冷+700℃±10℃,16h,风冷。普通承重钢筋和冷拔钢筋为1080℃,8h,空冷+700℃或750℃,l6h,空冷。环坯和锻圆饼为1080℃,8h,空冷+750℃,16h,空冷。
GH4033规格及供货状态
提供直径d20-55mm的热轧圆棒。冷拔棒材供应以下品种:直径d8-45mm的圆棒,边长8-30mm的方棒,内切圆直径d8-36mm的六角棒。我们还供应直径不大于600mm,高度60-150mm的锻制圆饼,外径200-800mm,内径50-600mm,高度60-250mm的环坯,以及如直径为20-300mm的热轧和锻造棒材。焊丝可提供直径为0.2-10mm的刀片用盘条,以轧制形式供货,表面应抛光或机加工。冷拔棒材在固溶处理后以酸洗或抛光或冷拔状态交付。普通承重件的棒材一般不经热处理交货,也可抛光车削后交货。环坯不进行热处理,但可以抛光或不抛光交付。圆饼以锻造状态供应,表面经过抛光处理。焊丝处于硬态和半硬态,固溶处理加酸洗,光亮固溶处理托盘交货,或直条交货。
GH4033冶炼铸造工艺
采用电弧炉、电弧炉+电渣或真空电弧重熔、非真空感应炉+电渣或真空电弧重熔、真空感应炉+电渣或真空电弧重熔工艺冶炼。
GH4033应用概述及特殊要求
这种合金广泛用于涡轮发动机的高温零件,主要用作涡轮工作叶片、涡轮盘等高温承载零件。是国内外具有成熟使用经验的合金之一。合金在热轧和锻造时应注意再结晶问题。有形成不均匀晶粒和粗晶的倾向,容易产生粗晶废料。此外,在生产过程中应严格控制,避免在700℃时出现拉伸延展性变差的现象。
零件热处理工艺
(1) 除标准热处理系统外,还有两种热处理系统:
① 1080℃,8h,风冷+850℃,24h,风冷+700℃,16h,风冷\n
② 1080℃,8h,空冷+775℃,16h,空冷。第二种体系有利于700℃的抗拉强度、耐久性和结构稳定性。该系统适用于700℃下使用的零件的热处理系统。应根据零件的工作条件和要求选择最佳的零件热处理制度。
(2)零件固溶处理加热的升温速度不宜过快,可采用阶梯式加热曲线。
(3)为消除机械加工件表层的残余应力,成品件应按下列制度进行去应力退火:在氩气中850℃加热2h,然后冷却至在氩气介质中600℃,然后空冷+在空气中加热到700℃,保持8h,空冷。
(4)表面处理工艺:机械加工后的零件需要进行电抛光。如果采用机械抛光,最终抛光痕迹应与刀片长度一致。
以上是关于GH4033(镍铬基)高温合金的介绍。 (muransy.com) 合金资讯每日更新,欢迎大家一起讨论和教导。

