TA13合金是一种低强度、高塑性的α型钛合金,仅含有2.5%的共析β稳定元素Cu。该合金具有良好的工艺塑性、焊接性和热稳定性,一般在退火状态下使用,但也可以通过热处理适当强化。 TA13合金主要用于制造航空发动机的外管部件,如喷射器壳体、后锥体等,长期工作温度可达350℃。生产的半成品主要有板材、棒材、锻件、环轧件、线材等。
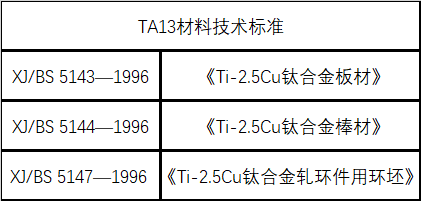
TA13材料技术标准
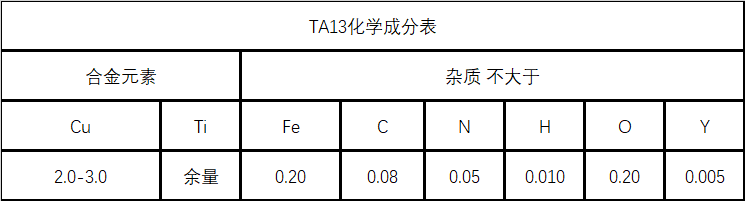
TA13化学成分表
TA13冶炼铸造工艺
铸锭应在真空自耗电极电弧炉中熔炼两次以上。应特别注意电极块的排列,以保证电极块中Cu分布的均匀性。焊条采用氩气保护等离子焊,严禁钨极氩弧焊。一次真空熔炼时的绝对压力不应大于1.3Pa。最后重熔可在真空或氩气气氛中进行。热封作业必须在冶炼结束前进行。
TA13应用概述及特殊要求
TA13合金是英国使用最广泛的钛合金之一。除应用于航空发动机外,还用于制造飞机结构件。我国已在航空发动机上使用这种合金制造喷射器壳体、后锥体以及加力燃烧室外废气收集器的加强带、加强环和支撑环。
TA13 工艺性能和要求
1)成型性能
TA13合金板可在退火或固溶处理下进行弯曲、拉伸和旋压成型。也可以加热成型。最好选择低于350°C的温度在400-475°C范围内对后续老化没有影响。
2) 抗变形能力
TA13合金的变形抗力较低,800℃时为12MPa,850℃时仅为7MPa,低于TC4合金950℃时的变形抗力。
3) 焊接性能
TA13合金可应用于焊接结构,一般采用钨极氩弧焊、电子束焊、电阻焊、闪光焊和压力焊。在焊接工艺控制得当的情况下,TA13合金易于焊接,其接头强度系数可达100%,但拉伸和弯曲延展性略有降低。
4)零件热处理工艺
零件由退火合金制成,已加工或焊接的零件应进行去应力退火。如果零件处于固溶时效状态,则使用预固溶处理的薄板进行成型和焊接,然后对成品零件进行时效处理。为防止复杂零件变形,可采用合适的夹具来抑制老化。
TA13使用建议
建议在发动机上使用TA13钛合金。
以上是关于TA13钛合金材料的介绍。 (mualloy.com , muransy.com) 将每天更新合金信息。欢迎大家指教和交流。

