TA7概述
TA7合金是一种中等强度的α型钛合金,不能热处理强化,通常在退火状态下使用,在室温和高温下具有良好的断裂韧度。该合金具有很好的熔焊性能,适用惰性气体保护下的钨电极和金属电极熔焊工艺。可用于制造机匣壳体、壁板等零件。该合金长期工作温度可达500°C,短时工作温度可达800℃。低间隙杂质元素的 TA7ELI 合金适合于低温下使用。生产的半成品有板材、棒材、饼材和环形件等,还可用于生产铸件。
TA7材料牌号

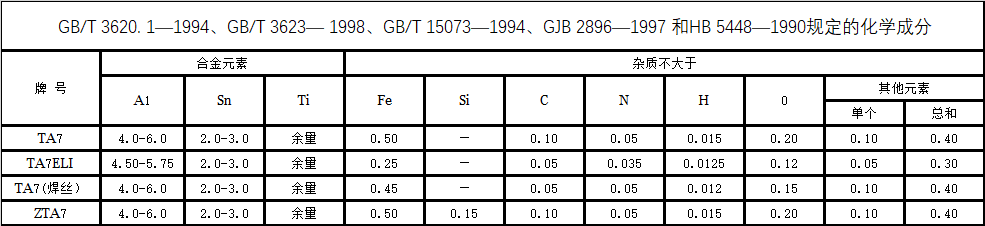
TA7技术标准


化学成分

TA7热处理制度
1)退火
板材:700 - 800°C,10-120min,空冷;棒材和锻件:750 - 850℃,0.5-4h,空冷;铸件:600 - 70℃,1-2h,空冷或炉冷。
2)去应力退火
540-650℃,15 - 360min,空冷或炉冷。
3)铸件热等静压处理
在100 - 140MPa氩气压力下,910°C 士 10℃,2 - 2.5h,随炉冷至 300℃以下。
熔炼与铸造工艺
铸锭应经过两次以上真空自耗电极电弧炉熔炼。合金元素 Al 和 Sn 以 AI-Sn中间合金方式加入。自耗电极的焊接采用氩气保护等离子焊接方法,严禁使用钨极氩弧焊。
铸件采用石墨加工型、石墨捣实型、金属型和熔模精铸型在真空自耗电极电弧凝壳炉中进行熔铸。
TA7应用概况与特殊要求
1)应用概况
采用 TA7 合金模锻件和环形件制成的发动机转接座、前机匣壳体、封严圈壳体以及板材热压成形的衬板、支架座和壁板等零件,已用于航空工业。
2)间隙元素和杂质引起的脆性
TA7合金对间隙元素和杂质含量增多引起的脆性是比较敏感的,尤其是在超低温条件下使用时。
TA7耐腐蚀性能
TA7合金在大气条件下和海水中稳定。该合金与TC4合金比较,对热盐应力腐蚀更敏感,合金在人造海盐重度覆盖的环境中,并在316°C和207MPa应力下暴露100h时会产生应力腐蚀。
TA7焊接性
该合金具有良好的焊接性能,采用惰性气体保护的钨电极熔焊(TIG) 或金属电极熔焊(MIG)可使合金在低温下具有髙韧性。由于钎焊会产生与金属间化合物有关的脆性,所以一般采用氩弧焊、点焊和缝焊。
氩弧焊接头的室温、高温和低温的强度系数均较高;缝焊接头的室温、高温的强度系数较高,但低温强度系数较低。
以上就是关于TA7α型钛合金材料介绍,(mualloy.com ,muransy.com)日常会更新合金类资讯,欢迎大家指教交流。

