K640是一种固溶强化和碳化物强化钴基铸造高温合金,其强度等级略低于镍基铸造高温合金K401。但它在高温下具有优良的热疲劳性能、抗氧化和耐腐蚀性能,因此特别适用于制作在1000℃以下工作的燃气轮机导叶。在800℃长期时效中,组织稳定,铸造性能好,可铸造成形状复杂的空心叶片等零件。但由于钴资源短缺,应用受到限制。
K640技术标准
YB/T 5248—1993《铸造高温合金中间合金》
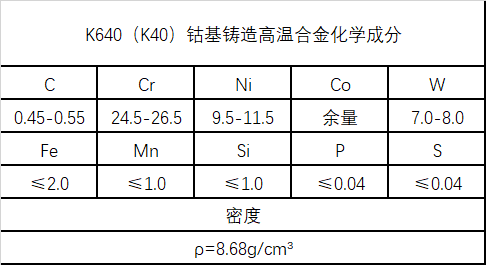
K640化学成分
K640热处理系统
该合金以铸态使用。
K640品种、规格及供应
圆棒状母合金锭。铸态供应。
K640冶炼铸造工艺
母合金在真空感应炉中熔炼。精炼温度为1580℃,浇注温度为1460℃。浇注时应通入压力为5000-7000Pa的氩气。母合金也可以由电力驱动。孤炉冶炼。真空感应炉或非真空电弧换向炉重炉,浇注温度1450-1490℃,模壳加热温度低于850℃。真空铸造时还需要5000-7000Pa压力的氩气。
K640 应用概述和特殊要求
该合金已在航空发动机中用作导向叶片。与此合金相似的X40合金广泛用于国外航空喷气发动机,如:JT3D、JT9D、JT4A、CFM56和SpeyMK202发动机涡轮叶片或导叶均采用此合金制成。
K640工艺性能及要求
(1) 成型性
铸造性能优于奥氏体不锈钢,可熔模铸造成薄壁空心叶片等零件。
(2) 焊接性能
1)惰性气体保护焊具有良好的焊接性能。一般不采用氧乙炔焊。 K640合金本身可以与K640焊条连接,与其他合金的连接最好使用HastelloyW合金焊条。大件焊接前需预热371-427℃,避免焊后开裂。一般采用V型连接,但对于承受高应力的零件,建议采用U型连接。
2)在保护气氛下焊接时,建议不要从两侧加大焊缝尺寸,不能用铜块做衬板。
3)采用直流隔离焊接时,可以获得更好的机械性能。为了防止开裂,建议使用倾斜电弧来回堆焊。
(3) 零件热处理工艺
零件以铸态使用
以上就是K640(K40)钴基铸造高温合金材料的介绍,(muransy.com)每日更新合金资讯,欢迎指教交流。

