GH605是固溶强化20Cr、15W的钴基高温合金。在815°C以下具有中等的耐久性和蠕变强度,在1090°C以下具有优异的抗氧化性,成型和焊接令人满意。和其他过程性能。适用于制造航空发动机燃烧室和导叶等要求中等强度和优良的高温抗氧化性能的热端高温零件。它也可用于航空发动机和航天飞机。可生产供应板材、中板、带材、棒材、锻件、线材、精密铸件等各种异型材。
GH605技术标准
WS9 7053—1996《GH605合金热轧板、冷轧板带材》
Q/5B 4021—1992《GH605合金环锻件规范》
Q/5B 4031—1992《GH605合金棒》
Q/5B 4032—1992《GH605合金带材》
Q/5E 4033—1992《GH605合金带材(硬质)》
Q/5B 4059—1992《GH605高温合金冷拔焊丝》
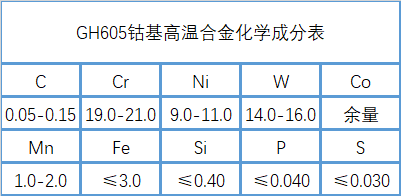
GH605化学成分
GH605热处理系统
板带:1175-1230℃,快速冷却;环件:1175-1230℃,不保温小于15min,水冷或快速风冷;棒材(机加工用):1175-1230℃,快速冷却。
GH605品种、规格及供应状况
δ≤14mm热轧板、δ≤4mm冷轧薄板、δ0.5-0.80mm冷轧带钢、δ0.20-0.80mm冷轧带钢、δ0.2-10.0mm焊丝、 δ≤300mm的棒材,以及各种直径和壁厚的环。板片材经溶液化、碱洗、切边后供货;带钢经固溶、碱洗、切边后成卷供应;冷轧带钢经过固溶、冷轧、退火、抛光和切割。边后供应;焊丝在硬态、半硬态、溶液和酸洗、光亮固溶处理状态以圆盘或直条形式交付;环件经固溶粗化或除鳞后供应;机加工棒材经过退火、酸洗或抛光、热加工后供货。使用过的材料经过退火、抛光后即可交货。
GH605熔铸工艺
合金采用电弧炉或非真空感应炉熔炼,然后电渣重熔,或真空感应熔炼和电渣重熔。
GH605的应用概述和特殊要求
主要用于进口机型制造导叶、涡轮外圈、外壁、涡流器、密封片等高温零件。该合金对硅含量非常敏感。当合金暴露在760-925℃之间时,硅能促进Co2W型L相的形成,从而降低合金的室温塑性。因此,合金中的硅含量应控制在0.4%以下。
GH605抗氧化性能
该合金适用于在喷气发动机和燃气轮机的环境中工作。在间歇条件下工作时抗氧化炭化最低温度为870℃,在空气条件下连续工作时可承受1090℃。 ℃高温。合金也适用于海洋环境。
GH605工艺性能及要求
(1) 成型性
该合金具有令人满意的冷热成型性能。热工作温度范围为1200-980°C。锻造温度应该足够高以减少晶界碳化物,并且足够低以控制晶粒尺寸。适宜的锻造温度约为1170°C。锻造时应注意防止角部裂纹。炉内气氛应为中性或弱氧化性。加热保温时间约为每25mm厚度1h,锻后可任意速度冷却。合金的固溶状态可用于各种冷成型工艺,但需要使用大功率成型设备。由于合金的冷加工硬化率高,冷成型时需要多次中间退火,成型板材和其他产品时,230℃加热是有利的。
(2) 焊接性能
合金可以通过熔焊、电阻焊和钎焊连接。熔焊时可采用手动或自动惰性气体保护电弧焊,能量输入小,电极采用钨极或HGH605焊丝。不推荐使用埋弧焊,以免晶粒大而脆化。熔焊应在溶液状态下进行,而不是在冷加工状态下进行。焊接后需要快速冷却,最好是焊后退火,以消除在 760-980°C 下可能发生的任何脆化。
(3)零件热处理工艺
锻棒及锻件:1230℃,水冷;
中板:1200℃,水冷;
板带:1175-1200℃,水冷或快速空冷。
保温时间约为每25mm厚1h,但至少15mm。
铆钉应在1160-1190°C下固溶处理10-20mm,然后水冷或快速冷却。
固溶处理的材料冷加工后可在480-650℃时效4-16h(最好在600℃时效4h),可提高980℃以下的永久蠕变强度。适宜的冷加工量为15%-45%。
(4)表面处理工艺
固溶处理时产生的表面氧化皮可用喷砂或碱洗去除。碱洗工艺如下: (1) 370℃氢氧化物溶液中浸泡15min; (2)在60-70℃的8%-12%硫酸中浸泡10-15min; (3) 12%-15%硝酸+1%-3%氢氟酸混合溶液在50-70℃下浸泡15min。每次手术后用水冲洗。
(5)切削和磨削性能
该合金可以令人满意地切割和研磨。
GH605的使用建议
该合金为钴基合金,不符合我国资源条件。只应限制在进口机型上使用,不得用于新机器的开发和生产。
以上就是GH605钴基高温合金材料的介绍。 (muransy.com) 每天更新合金信息。欢迎大家多多指教和交流。

