ZTC3合金是一种含有共析元素Si和稀土元素Ce的Ti-Al-Mo系铸造钛合金,在传统强化的基础上增加了强化耐火颗粒的效果。该合金具有良好的综合性能,在500℃以下具有优良的热强度(高温强度、抗蠕变性等),室温强度高,铸造加工性好,流动性好,无热裂倾向。铸件在退火或热等静压下使用。
该合金可用于制造发动机外壳、支架、叶轮等结构件,长期工作温度可达500℃。
ZTC3技术标准
GJB 2896—1997《钛及钛合金熔模精密铸件规范》
HB 5448—1990《钛及钛合金熔模精密铸件》
Q/6S 448—1985“ZT3航空铸造钛合金”
Q/6S 449—1985《ZT3铸造钛合金压缩机壳体铸件》
Q/12BY 2237—1998《航空发动机4-5、6级7级压气机壳体铸造用ZT3铸造钛合金技术条件》
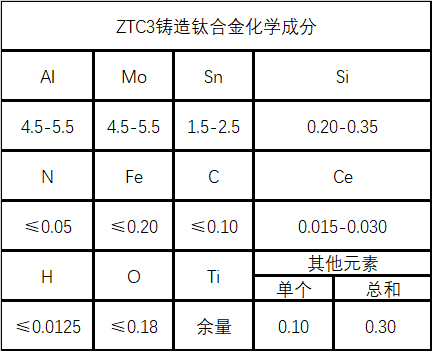
ZTC3化学成分
ZTC3热处理系统
(1)去应力退火:650℃,1-3h,空冷或炉冷。
(2)热等静压:920℃±10℃,100-140MPa,3-3.5h,随炉冷却至300℃以下。
ZTC3冶炼和铸造供应
使用真空自耗电极电弧炉熔炼两次的中间合金锭,或经真空自耗电极熔炼两次去除氧化皮的锻棒,在真空中消耗电能在极弧中重熔冷凝炉,根据铸件的形状、尺寸和质量要求,采用重力浇注或离心浇注。根据铸件的尺寸、壁厚、数量和质量要求,铸造模具可以是机加工石墨模具、密实(石墨)模具或熔模精密模具。
ZTC3应用概述
ZTC3合金铸造的高空压气机、压气机等零部件已经量产10余年,也可用于其他500℃以下工作的航空航天结构件。
ZTC3 的特殊要求
(1)母合金中氧的含量对合金的力学性能,特别是塑性和焊接性能影响较大。随着氧含量的增加,合金的塑性和性能 可焊性变差。因此,在中间合金的制备和熔炼铸造过程中应特别注意控制氧含量。
(2)——一般铸件可在退火状态下供货,而用于航空航天的I型和II型铸件必须经过热等静压。
ZTC3工艺性能和要求
(1)成型性
该合金具有良好的铸造性能,无热裂倾向,可采用石墨型或熔模铸造壳,根据形状、组织、尺寸和质量要求,采用离心铸造或重力铸造铸造各种尺寸的异型铸件.
(2) 焊接性能
合金具有良好的焊接性能。氩弧焊箱内采用氩钨弧焊焊接的接头和补焊处强度不低于基体。对于复杂或重要的铸件,焊接和补焊后需要650℃去应力退火。
(3)零件的热处理工艺
根据铸件的质量要求,可采用650℃非真空退火或真空退火,保温1-3h,直接空冷或炉冷至250℃以下,然后空冷。对于航天Ⅰ、Ⅱ型铸件,必须先进行热等静压,然后根据需要进行去应力退火。
ZTC3使用建议
建议使用ZTC3合金制作工作温度低于500℃的航空航天设备异型结构铸件。
以上是关于ZTC3(α-β)铸造钛合金材料的介绍,(muransy.com)每日更新合金信息,欢迎大家的建议和交流。

