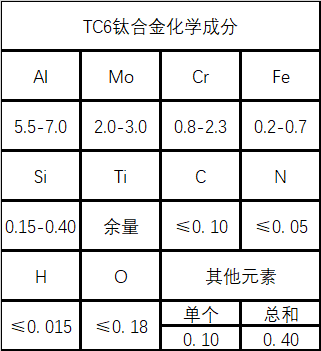
TC6合金是一种综合性能良好的马氏体α-β两相钛合金。其标称成分为Ti-6Al-2.5Mo-1.5Cr-0.5Fe-0.3Si,含α稳定元素AI和同晶型β稳定元素Mo和共析β稳定元素Cr、Fe和Si,β稳定系数Kp= 0.6.合金的使用状态一般为退火状态,也可进行适当的强化热处理。 TC6合金具有更高的室温强度,比TC4合金高85MPa,在450℃以下具有良好的热强度。该合金还具有优良的热加工性能、低变形抗力和高塑性;它可以通过各种方式进行焊接和机械加工。
TC6合金主要用于制造航空发动机压气盘、叶片等零件。 400℃下可工作6000h以上,450℃下可工作2000h以下。该合金还可作为中等强度合金,制造飞机舱壁、接头等不同用途的承重结构件和紧固件。生产的半成品主要有棒材、锻件和模锻件。
TC6化学成分
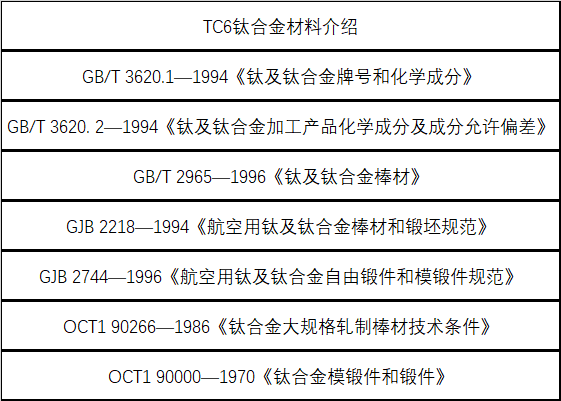
TC6技术标准
TC6热处理系统
1) 普通退火
800-850℃,1-2h,风冷。
2) 等温退火
在870-950℃范围内选择退火温度,典型的等温退火系统为870℃,1-2h,炉冷至550-650℃或转炉温度为550 另一炉-650℃ , 保温2h,空气中冷却。一般用于截面≤50mm。
3) 双重退火
在870-950℃范围内选择退火温度。典型的双退火系统为880℃,1-2h,空冷+550-600℃,2-5h,空冷。一般用于截面大于50mm。
4)溶液处理
在840-900℃范围内选择固溶处理温度。典型的固溶处理系统为850℃,1h,水淬。
5) 老化
时效温度在500-620℃范围内选择。典型的时效系统是550℃,1-4h,空冷。
TC6冶炼铸造工艺
用于制造棒材和锻件的钢锭应在真空自耗电极电弧炉中熔炼两次以上。选用氧含量不大于0.08%的0-1级小颗粒海绵钛,钼含量50%的Al-Mo硅含量为 10% 的 Interalloy 和 Al-Si 中间合金和工业级铁丝或铁粒。
应特别注意电极块的布法,以保证电极块中各种合金元素分布的均匀性。焊条采用氩气保护等离子焊方法焊接,严禁钨极氩弧焊。一次真空熔炼时的绝对压力不应大于1.3Pa。最后重熔可在真空或氩气气氛中进行。热封作业必须在冶炼结束前进行。
TC6的应用概述和特殊要求
这种合金在俄罗斯是比较成熟、应用广泛的钛合金。我国已经批量使用这种合金制造航空发动机上的承重夹、执行器气缸、尾杆等航空零部件,并开始用于制造战斗机上的承重结构件。
TC6 抗氧化性
TC6合金长时间暴露于400℃后,表面会形成一层薄薄的金黄色氧化膜,起到保护金属的作用。当温度升高时,该氧化膜变厚。当温度高于550℃时,氧化严重,氧向金属内部扩散,在表面形成硬化层(α层)。
TC6 耐腐蚀性
TC6合金具有更高的耐腐蚀性,优于不锈钢。只有在高浓度的硫酸、盐酸和正磷酸中才能发生反应;在硝酸中,反应很弱;在海水中,不被腐蚀;在氢氟酸中,即使浓度很低,也容易发生反应而被腐蚀。
TC6焊接性能
TC6合金可用于焊接结构,一般采用钨极氩弧焊和电子束焊。但由于该合金是高合金α-β钛合金,在焊接时对热循环有较大的反应。因此,焊缝及其相邻区域可能会发生不利的组织和性能变化,这就需要特殊的热处理来消除或减少这种变化的影响。
TC6零件的热处理工艺
1) 持有时间
零件热处理时,保压时间按最大截面确定:小于10mm时保压时间不超过30min; 10-50mm为30-60min;超过50mm是1 -2h。
2) 零件的放置
多个大型零件热处理时,零件不允许叠放,零件之间应有一定的间隙,并保证整个零件在炉内均热区。
3) 零件冷却
进行等温退火时,如果零件过大,应采用转炉或炉门冷却,以防止因冷却速度慢而使金相组织变粗。进行双重退火时,在第一次加热后的空冷中,零件必须单独冷却,以免因冷却速度慢而影响组织性能(特别是降低抗拉强度)。
4) 淬透性
当零件截面尺寸为40-60mm时,可通过固溶时效处理进行有效强化。
5) 零件的清洁
当在空气炉中加热且温度超过550℃时,热处理后的零件应进行喷砂、酸洗或机加工以去除表面氧化物。
TC6切割工艺
这种合金可以顺利切割。但由于钛合金的导热系数低,切削时从零件带走的热量较少,使刀尖温度升高,加速刀具磨损;另外切割时的剪切角比较大,刀尖上的单位面积比较大。压力的增加也会促进工具磨损。因此,在切割过程中必须注意几点:切割速度低,比普通钢材低50%;切削深度和切削量应适当增加;冷却液应充分利用;应合理选择刀具材料和几何参数,及时更换刀具。
TC6磨削加工
这种合金可以磨削,但由于磨削面硬化性强,加工性差,容易烧伤、开裂,砂轮极易磨损。使用Q7S-1切削液提高了切削加工性,可以进行内孔磨削,表面粗糙度值为0.8μm。
使用 TC6 的建议
建议在各类飞机和发动机上使用TC6钛合金。
以上就是TC6钛合金材料的介绍。 (mualloy.com ,muransy.com)每天都会更新合金信息,欢迎大家指教交流。

