UNS C70600铜镍合金管以其优良的力学性能和耐腐蚀性能,广泛应用于船舶工程、化工、能源工程、海洋工程等诸多领域。常用于制造管道系统、冷凝器、蒸发器、热交换器及各种高强度耐腐蚀零件。
铜镍合金UNS C70600是以镍为主要合金元素的铜基合金。其中铜含量约90%,镍含量约10%。铜镍合金的导热系数接近碳钢,热膨胀系数接近奥氏体不锈钢,熔点1149℃。铜镍合金UNSC70600,俗称白铜,具有优良的耐海水腐蚀性能和机械性能,广泛应用于海上平台的海水冷却管道系统。
C70600主要应用
主要用于火力发电、核电、造船、海水淡化行业和海洋工程行业的冷凝管。在核电和火力发电行业,铜镍合金冷凝器管已被钛管和不锈钢管所取代。然而,在造船、海水淡化和海洋工程领域,铜镍合金冷凝管仍然保持着巨大的应用潜力,是不可替代的。有关资料表明,在海水流速高的地方,耐海水腐蚀性能高的材料有不锈钢、蒙乃尔合金和铜镍合金。双相不锈钢也具有良好的耐腐蚀性能,但其导热系数约为铜镍合金的38%。蒙乃尔合金价格太贵,使用价值不高。铜镍合金材料是制造海水管道系统的常用材料,但铜镍合金材料的使用寿命有限,需要定期更换。
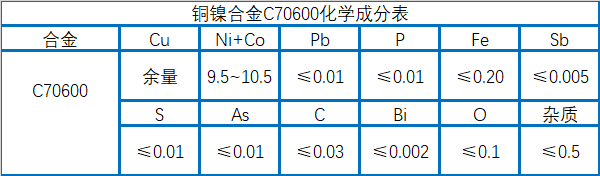
C70600化学成分
C70600焊接工艺
由于白铜的特殊性,作为有色金属,通常的焊接方法一般为气焊,手工钨极氩弧焊和电极弧焊较少使用,加之独特的可焊性,焊接存在一定难度。为保证焊接质量,提出以下建议:
(1) 培养具有有色金属焊接能力的焊工,并通过相应的资格考试。
(2) 焊接前必须仔细清理焊缝周围区域,去除氧化膜、水、油等杂质。
(3) 氩弧焊时,严格控制保护气体流量。
(4) 焊条电弧焊时,必须严格控制焊条的烘烤。焊接时,焊条必须放入保温罐内,根据需要取用。
(5) 弧焊时, 防止焊道过热氧化产生气孔,故禁止过早敲除焊渣。
(6) 采用短弧焊和窄焊道,每层熔敷金属厚度应小于3mm。
C70600焊接工艺要点
(1) 焊接前,用不锈钢专用砂轮和不锈钢丝刷清理焊缝坡口50mm以内的焊缝坡口,去除毛刺、氧化物、油污等杂质。
(2) 点焊次数尽量少,长度尽量短。在正式焊接之前,应使用不锈钢丝刷清洁定位焊缝。如果定位焊出现裂纹,请通过抛光清洁它们,然后重新进行点焊。
(3) 钨极气体保护焊使用 ErCuNi 填充金属时,不需要预热。但必须去除水分。在寒冷潮湿的条件下,应保持温暖到25度左右。
(4) 保护气体为纯度99.99%的氩气。焊接前,用铝箔封住管子的两端和凹槽。管子一端充入氩气,另一端开一个小孔,置换管内气体,达到焊缝背面保护氩气的目的。 , 焊接时,揭开覆盖凹槽的铝箔胶带,以尽量减少管道中的氩气逸出。
(5) 电弧应尽可能短,以确保适当的屏蔽并减少气孔。电弧熄灭后,氩气在电弧终点停留2~5秒,直至熔池凝结。
(6) 焊接时层间温度不应超过150度。
以上是关于C70600铜镍合金材料及焊接工艺的介绍。 (mualloy.com,muransy.com)每日更新合金资讯,欢迎业内人士咨询与交流。

