Monel 400合金主要由Ni和Cu组成。在复杂环境中使用时,合金表面会形成钝化膜,因此具有非常优异的耐腐蚀性能。蒙乃尔400合金强度高,加工成形性好。常用于制作管道、螺旋桨、叶轮、蜗杆、泵轴等。
随着石油化工和化纤技术的飞速发展,化工工艺参数(温度、压力、介质浓度)的提高,以及介质腐蚀性很强的场合越来越多,这些因素促使具有高耐腐蚀性的特殊材料逐渐得到广泛应用,其中以镍基耐蚀合金应用最为广泛。 Monel 400是Ni-Cu固溶体的单相奥氏体合金。具有优良的耐蚀性和中温强度,尤其是中高温强酸强碱。它显示出良好的耐腐蚀性。在压力容器制造中使用蒙乃尔400将增加设备的使用寿命,减少意外停机次数,延长设备维护周期,降低维护成本和停机损失,减少事故,并有助于安全、稳定,长而丰满的装置。 ,优秀的操作。因此,近年来,这种合金在我国石化、核工业的专用设备制造中得到了广泛的应用。
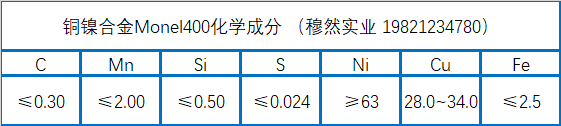
Monel400化学成分
Monel400焊前准备
(1)保护气体的选择:保护气体的作用是防止焊道氧化,保证焊道形状。采用GTAW焊接时,保护气体为Ar,纯度为99.99%。焊接前,在管内使用氩气作为焊背保护,直至焊缝金属厚度达到6.4mm,以最大程度保证焊缝金属不被氧化。背面Ar保护需两端密封,内部气体含氧量在0.5%以下时可进行焊接作业。
(2)清理工作:蒙乃尔400合金表面有一层难熔氧化膜,焊接时易在焊缝中产生夹杂物,造成焊接缺陷。焊接前,应使用非碳钢用不锈钢刷清洁两侧焊缝内外至少25mm,以防止油漆、油脂、铁锈、污垢和氧化物对焊缝造成有害影响。焊接过程中,每一层、每一道都用未在碳钢上使用过的不锈钢砂轮打磨,避免夹渣;同时焊接焊道。然后用无水乙醇擦拭。根部焊道的突出量不得超过2mm,且根部焊道应为光滑曲线。仅坡口面及附近区域需要溶剂清洗,层间焊道可用树脂氧化铝或碳化硅砂轮抛光。
蒙乃尔400焊接工艺
(1)手工氩钨极电弧焊广泛用于蒙乃尔合金的焊接,特别适用于焊接薄件、小截面和不允许焊后留渣的结构件。蒙乃尔合金在熔融状态下能吸收大量气体,因此焊接时容易产生致密气孔。因此,在满足耐蚀性的条件下,一般选用手工钨极电弧焊作为根部熔透底焊。
(2)电极弧焊也是蒙乃尔400焊接中常用的焊接方法,当工件厚度较大时,如果只采用氩弧焊,会增加热输入,影响母材性能.不利影响会增加焊缝的裂纹倾向;此外,生产效率低,焊工劳动强度大。因此,在较厚材料的焊接中,电极电弧焊是最好的填充方法。但是,蒙乃尔400焊中电极电弧焊的缺点是焊缝流动性差,焊接过程中必须严格控制焊接参数的变化。尤其是弧坑容易产生裂纹。
以上是关于Monel400材料和焊接工艺的介绍,(mualloy.com,muransy.com)每天都会更新合金相关信息,欢迎大家的建议和交流。

