Nickel200合金含镍99.6%以上,广泛应用于制碱、氯碱、水处理等行业。工业纯镍是一种重要的稀有金属。它不仅作为合金元素在大多数合金中发挥着必不可少的作用,而且在化工、制药、核能、造船等领域作为重要的工程结构材料。具有广泛的应用。特别是纯镍(Ni≥99%)材料,由于其优异的耐碱腐蚀性能,一直是烧碱工程中不可缺少的关键材料。
镍是一种略带黄色的银白色可锻金属,原子序数为28。纯镍为单相奥氏体结构,晶体结构为面心立方晶格,液态凝固时不发生相变。 Ni200纯镍密度约8.9g/cm3,莫氏硬度5.0-6.0,屈服强度105MPa。
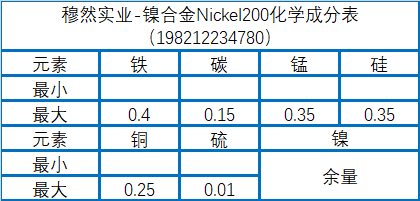
镍200化学成分
Nickel200钎焊工艺
(1)采用改进的多元醇法制备稳定的纳米银线焊膏,纳米银形态多呈线性,排列紧密且规则,整体密度高;纳米银线的尺寸分布均匀,长度为1~4μm,直径为35~55nm。银焊膏的主要成分是纳米银,熔化开始温度为225℃,在钎焊时可充分熔化,实现钎焊连接。
(2)使用纳米银丝焊膏真空钎焊镍合金时发现,当钎焊温度升高时,钎焊接头的烧结组织孔隙率降低,密度显着增加。这是由于高温可以促进纳米银在它们之间充分扩散,促使致密化行为发生。钎缝界面处镍和银原子之间存在明显的相互扩散,实现了良好的冶金结合,同时提高钎焊温度也可以促进界面连接的紧密性。
(3)钎焊温度对接头性能有显着影响。当钎焊温度升高时,钎焊接头的剪切强度显着增加,在钎焊温度为850℃时达到最大值,为42.5 MPa;高温钎焊接头的断裂机理为韧性断裂,断口表面分布有大量细小的凹坑,力学性能优良。但当温度过高时,接头性能会略有下降。
Nickel200管焊接注意事项
(1)焊接纯镍管时,不允许划伤起弧,不允许在母材上起弧。应该用高频率起弧装置在槽内合适的位置起弧。关闭电弧时,应使用电流衰减装置。电弧不得停在母材上,电弧闭合时必须填满弧坑。电弧关闭后,应保持通风保护8-10秒,以确保高温金属不与大气接触。
(2)配对前,先用不锈钢丝刷清洁凹槽表面氧化膜,然后用丙酮或酒精擦洗凹槽表面及两侧基材,去除水分、油污等。焊丝不使用时,将其放入焊丝包装管内,以免被外界灰尘等污染。焊接时取出,用丙酮或酒精擦洗后使用。配对时管子的错边量不大于管壁厚的10%,配对间隙为2.5~3.0mm。点焊后的焊缝应事后整理,以免放置时间过长,需要再次清理。
以上是关于Nickel200材料和焊接工艺的介绍。 (mualloy.com 、muransy.com)每天都会更新合金相关信息,欢迎您的建议和交流。

