TA11合金是一种近α型钛合金,公称成分为Ti-8Al-1Mo-1V,含有α稳定元素AI和同晶β稳定元素Mo和V。该合金具有较高的弹性模量和较低的密度,因此其比刚度是工业钛合金中最高的。该合金的室温抗拉强度与TC4合金相当,但其高温强度和抗蠕变性优于TC4合金。 TA11合金比TC4合金对热盐应力腐蚀更敏感。该合金主要用于制造航空发动机的高压压气机盘、叶片和机壳。最高长期工作温度为450°C。生产的半成品主要有棒材、锻件、板带材、焊丝等。
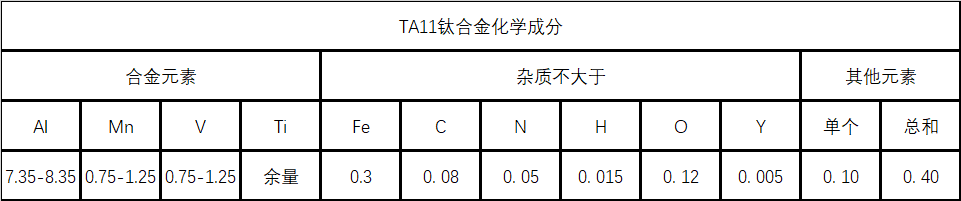
TA11化学成分
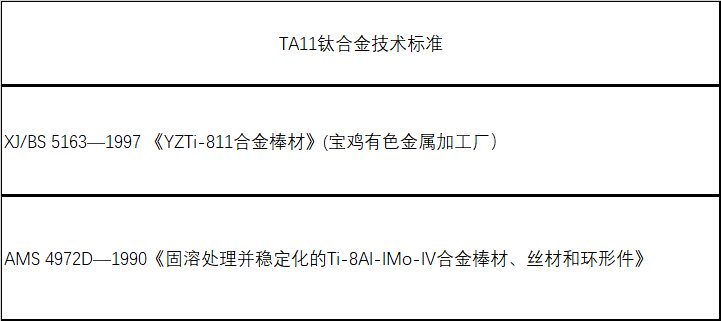
TA11技术标准
TA11铸造工艺
合金应在真空自耗电极电弧炉中熔炼两次以上。用于制造航空发动机转子部件的合金应经过三次真空冶炼。
TA11应用概述及特殊要求
TA11合金已用于制造航空发动机高压压缩机的转子叶片。由于该合金对氯化物应力腐蚀敏感,因此在含有氯化物的环境中使用时应特别小心。
TA11化学性质
1) 抗氧化性
接近TC4
2) 耐腐蚀性
该合金在大气条件下和海水中稳定,但对氯化物应力腐蚀敏感,无论高温(热盐应力腐蚀)和环境温度(水应力腐蚀)蒸汽均敏感。
TA11工艺性能
1) 热成型性
TA11合金的热成形性与其他富α合金相似,其β相变温度高于TC4合金,这使得合金可以在更高的温度范围内进行热处理。当最终加工温度高于 β 转变温度时,所得晶粒比在 β 转变温度以下加工时更粗。板材成型比TC4合金更难。对于大体积成型,温度必须保持在715-745°C的温度范围内。
2) 热变形温度
铸锭开口通常在β转变温度以上100-200℃,变形终止温度不低于900℃。成品棒材的锻造温度在β转变温度以下30-50℃,变形终止温度不低于800℃。
TA11焊接性能
TA11合金可点焊、缝焊、氩钨弧焊和电子束焊。焊接接头的强度与基体相当,但韧性降低。为避免断裂韧性的损失,减少焊缝金属和母材对应力腐蚀敏感,不应在540-690℃范围内进行去应力退火。在薄板的熔焊中,发现260℃预热可以降低焊件的残余应力。
TA11零件热处理工艺
依据GJB 3763-1999《钛及钛合金热处理规范》。为消除零件机加工、薄板成型、焊接等产生的内应力,可采用去应力退火。退火温度为595-760℃,保温时间为15-75min,这取决于零件或产品的复杂程度和内应力的来源。
TA11切削和磨削性能
与其他钛合金一样,TA11合金的切削性能与不锈钢相似。一般来说,倾斜度大、刃口锋利的刀具有利于加工。最好使用较慢的速度和较大的刀具,这样可以使刀具温度低并产生粗切屑。
TA11使用建议
推荐使用TA11钛合金制造航空发动机高压压气机转子叶片等结构件。
以上就是TA11钛合金材料的介绍,(mualloy.com ,muransy.com)每天都会更新合金信息,欢迎大家的建议和交流。

