纯镍的密度为8.99/cm3,熔点1455℃,只有在600℃以上才能氧化镍。镍是一种更贵的金属,用途广泛。在空气中具有良好的热稳定性,具有良好的强度、成型性、延展性和锻造性。可制成薄板、管材等,具有面心立方晶格结构,结构稳定,无任何差异。宪法变更。镍可以与多种金属形成无限固溶体或有限固溶体。纯镍中常存在的杂质有Fe、Co、Cu、Si、C、S、O,这些杂质Fe、Co、Cu、Si的含量在一定范围内,对人体无害镍的性能。镍中的有害杂质为C、S、P、O,因为镍中的S、P易与Ni形成低熔点共晶;镍中的氧以NiO的状态分布在晶界上;当镍中C的含量大于0.1%时,碳以石墨的形式在晶界析出,破坏结合力,导致镍的性能下降。 Cu和Mn对镍的力学性能和耐热性有很好的影响。
N6是一种纯镍,又称6号,其中Ni和Co的含量大于99.5%,其他杂质的含量不大于0.5%。 N6具有耐酸碱特性,在大气和海洋中性能稳定。 ,同时具有较好的加工性能和较高的电真空性能。因此,N6广泛应用于化工、化工、机械和电子行业。 N6可加工成带材、线材、箔材等产品。
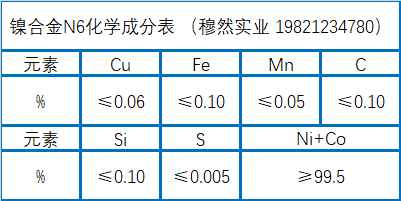
纯镍合金N6化学成分
关于纯镍合金N6的焊接工艺
(1)N6纯镍的焊接可采用填丝等离子焊接,可实现无开口、单面焊接双面成型,成型良好,焊缝完整。
(2)N6镍合金等离子焊与填充ERNi-1焊丝的无丝等离子焊的相组成与母材的相组成没有本质区别。填充ERNi-1焊丝更有利于消除镍合金焊接过程中热量容易产生的裂纹和气孔。
(3) N6填充焊丝等离子焊接接头的抗拉性能明显优于未填充焊丝接头。填丝接头组织均匀,晶粒细小。抗拉强度为333Mpa,为基材的97.6%,延伸率为57%。 , 裂缝在热影响区;未填充接头在240Mpa时的抗拉强度仅为母材的70.5%,延伸率为23%,断裂位于焊缝中心。
(4) N6焊丝接头焊缝区显微硬度明显高于未填充焊缝焊缝,主要是由于焊丝接头焊缝区晶粒细化,导致以增加焊缝区域的显微硬度。
以上是关于纯镍合金N6材料和工艺的介绍。 (mualloy.com 、muransy.com) 将每天更新合金相关信息。欢迎大家指教交流

