镍基高温合金是以镍为主要成分(镍基含量通常在50%以上)的高温合金,在高温范围内有良好的抗氧化、耐燃气腐蚀能力。它是高温合金中应用最广、牌号最多的一类合金。其中,GH4169(美国牌号Inconel718)是目前世界上生产量最大的镍基高温合金之一,也是我国使用量最大的一类典型镍基高温合金,被广泛的用于航空航天等行业。
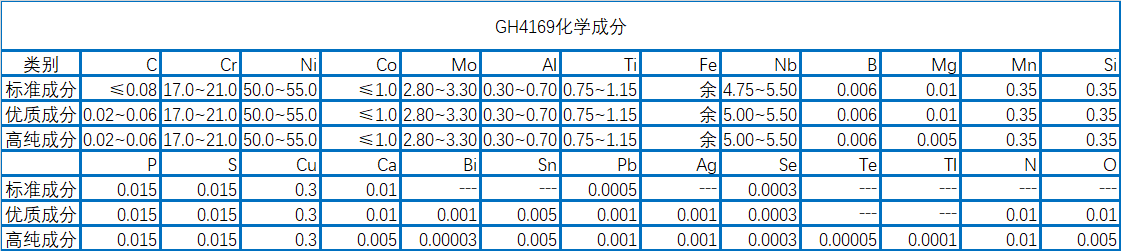
GH4169镍基高温合金主要是由γ基体、Nb C、γ′、γ″和δ相组成,典型化学成分(见下表)。其中,Ti、Al、Nb等要素是强化相γ(Ni3Nb)和γ¤[Ni3Nb(Al、Ti)]的重要要要素。一般情况下,γ″相数量最多,也是合金中最主要的强化相,在基体中呈圆盘状弥散析出;γ′相数量次之,呈球状弥散析出。γ″相和γ′相的存在,会使镍基高温合金塑性变形时的抗剪切强度提高,同时,γ′相还会使合金的粘附抗剪切强度、抗磨蚀等增强。除此之外,合金中还存有Cr23C6、Fe3C、Ti勤C、N、TaC、Motc等稳定的高熔点、高稳定性和高硬度碳化物,这些碳化物弥散状分布在结晶界,阻碍结晶界的滑动和漂移,局部合金化因此,镍基高温合金加工非常困难,切削加工时切削温度高,刀片磨损大,切削变形大,加工硬化严重,与切削刀片产生化学反应等不利于切削加工。我国GH4169镍基高温合金开展较少。Inconel718和GH4169是同类产品,但成分和组织依然不同,加工特性可能不同。
穆然实业就此进行分析。通过对我国GH4169镍基高温合金正常车削过程的微观观观察和分析,研究了镍基高温合金在车削过程中刀片磨损失效过程和机理,找出刀片失效的主要原因,为后续改善提供了明确的方向。
实验方法:
车削试验在马扎克NEXUS。在300-II卧式车床上=30-60m/min,f=0.12mm/r,ap=1.5mm,车削刀片为厦门金鹭特殊合金公司生产的产品,品牌为GS3125,型号为CNMG120408-EM,表面涂层为AlTin涂层。加工材料GH4169镍基高温合金为锻件,硬度为41.2。切削后车削刀片片的表面形状、微观形状和成分分析采基恩士VHX-600超景深度显微镜和日立S-4800II冷场发射扫描显微镜。
磨损形态分析。
在实验中,刀片的主要磨损形态是前刀面磨损,后刀面磨损、槽磨损和刀尖磨损,最终失效的磨损形式多为槽磨损和刀尖磨损。
2.1前刀面磨损
切削时,由于前刀面在高温高压下,加工材料的切屑和刀片的化学活性增强,同时切屑与前刀面的实际接触面积大,因此前刀面接触处的边缘容易形成月牙洼磨损,刀片强度下降,刀片容易损坏。不同倍率的刀片前面的月牙洼磨损在所有实验刀片中观察到同类现象(如图1所示)。月牙洼位于前刀面靠近主切削刃,主要是刀片前刀面与温度高的切屑之间的化学作用。
2.2 后刀面磨损。
切削时,刀片与工件材料表面的摩擦会使刀片后面的刀片严重磨损,这种磨损通常最初出现在刀片线上,逐渐向下发展。刀片后面的刀片磨损通常是由磨粒磨损引起的,GH4169含有很多硬质粒子,这些硬质粒子像磨粒子一样擦拭刀片表面,在很大的接触应力下,对加工的刀片具有很强的耕作作作用,刻出深浅不同的沟痕。后刀面的磨损特点在所有试验刀片中基本一致。
2.3.刀尖磨损。
刀片切削刀尖磨损主要出现在高速切削中。刀尖磨损非常严重,既包含了主后刀面磨损,又包含了副后刀面磨损,从而使得主切削刃和副切削刃连成一片,在刀尖区形成了三角形磨损带。这种磨损失效形态的失效主要出现在高切削速度下。
结论:
(1)实验条件下车削镍基高温合金时,刀片的主要磨损形态是前刀面磨损,后刀面磨损、槽磨损和刀尖磨损,最终失效的磨损形式多为槽磨损和刀尖磨损。
(2)上述磨损形态主要由磨粒磨损、粘结磨损和氧化磨损相互作用形成,其中粘结磨损是刀片磨损形态迅速扩大的主要原因。
(3)切削过程参数选择或刀片材料设计过程中,应避免积屑瘤的形成。

